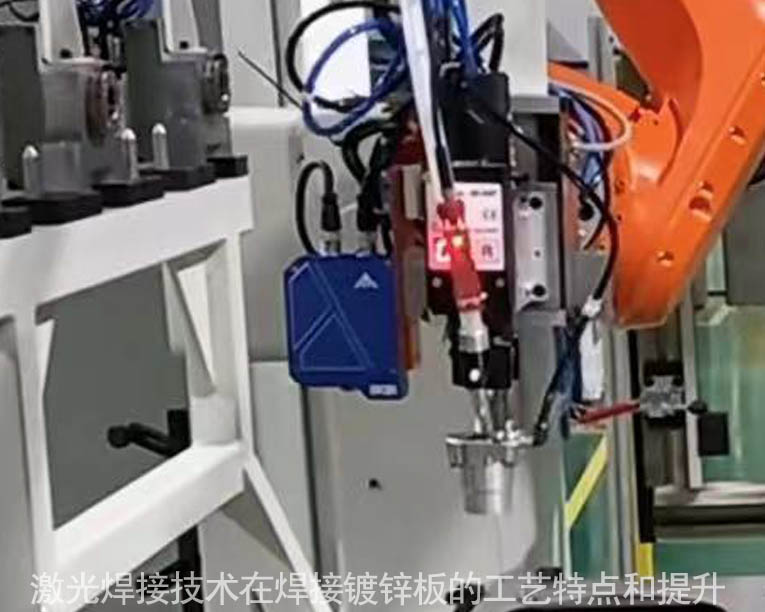
焊缝跟踪系统是焊接自动化的重要因素,激光视觉传感器成主流产品
自动化焊接与传统手工焊接相比具有较大优势,通过焊接自动化技术装备,可以提高焊接加工效率和质量,降低能源和材料消耗,节约生产成本,并减轻工人的劳动强度,改善焊接工作环境,从而提高企业形象并能使企业在同行中更具竞争力。 自动化焊接的特点 工业焊接机器人通常采用“示教再现”的工作模式,在机器人焊接过程中,它们可以在其工作空间内高精度重复已经示教的动作。但这样的工作方式也存在一定的局限性,那就是机器人的应变能力差,对工件的装配精度要求严格,母材的一致性要好。焊接条件基本稳定,机器人才能够保证焊接质量。 当实际的焊接条件发生变化时,例如焊接过程中的工件在加工、装配过程中的尺寸误差和位置偏差以及工件加热变形等因素的变化,会使接头位置偏离所示教的路径,往往会造成焊接质量下降甚至失败。 焊缝跟踪系统的作用与组成 焊缝跟踪系统的作用就是在焊接时自动检测和自动调整焊枪的位置(类似机器人的眼睛),使焊枪始终沿着焊缝进行焊接,同时始终保持焊枪与工件之间的距离恒定不变,从而保证焊接质量,提高焊接效率,减轻劳动强度。 焊缝跟踪系统主要由执行机构(工业机器人、焊接专机等)、焊缝跟踪传感器和控制系统三部分组成。传感器用于焊缝信息的实时采集,控制系统用于接收传感器的信号,然后经过分析处理后反馈执行机构来调节焊枪位置,从而实现焊缝自动跟踪。 常见的焊缝跟踪传感器从工作原理上可分为:接触式传感器、超声波传感器、红外传感器、电弧传感器和激光视觉传感器。 接触式传感器 接触式传感器一般在焊枪前方采用探针和焊缝或工件的一个侧壁接触,通过探针的偏移,检测焊缝位置的变化,以供控制系统跟踪焊缝。其特点是不受电弧干扰,成本低,但跟踪精度不高,探针易磨损变形,不适应复杂坡口焊缝的跟踪或高速焊接,已逐渐被其他传感方法取代。 超声波传感器 超声波传感器通过检测回声的时间判断焊缝的信息和几何形状,不易受焊接中的电磁、光、烟尘等干扰。但需要贴近工件,又对噪声比较敏感,因而容易受到噪声干扰,例如在CO2气体保护焊中应用就有一定的限制。 红外传感器 红外传感器通过检测焊接过程中熔池及熔池周围的热图像,控制系统根据熔池温度场分布的对称性判断电弧是否对中或发生偏移,实时反馈给执行机构从而实现焊缝跟踪。这种方法成本低但易受弧光干扰。 电弧传感器 电弧传感器通过电弧相对焊缝的摆动,利用焊接电弧电压和电流的参数变化,计算焊枪至工件的距离变化以得出焊缝坡口的形状信息,实现焊枪高低和左右两个方向的跟踪控制。 激光视觉传感器 激光视觉传感器被认为是最有发展前景的焊缝跟踪传感器。基于三角测量法,激光器通过镜头组生成线结构光,投射到被检测物体上发生漫反射,再通过接收镜头组,在CMOS/CCD传感器上成像。这些图像信息经过特殊的处理,可以生成被测物体的工作距离、位置、形状等信息,控制系统通过特殊算法对监测数据分析处理,计算并修正机器人/专机焊接轨迹偏差,实现焊缝跟踪。 激光视觉传感器不仅可以得到有关焊缝的信息,而且还可以对焊后熔池宽度进行观测。激光视觉传感器以其高灵敏度、高精度、抗电磁干扰,与工件无接触,获得焊缝信息丰富等优点,越来越受到重视,已成为焊缝跟踪传感器主流产品。【华东】俞工:13515556167 【华中】夏工:18511589958 【华北】钊工:18552907035 【西南】付工:15902859219 【东北】卢工: 13141740270
地址: 北京,南京,佛山
![]()
敏越科技
让机器更智能
ENGLISH