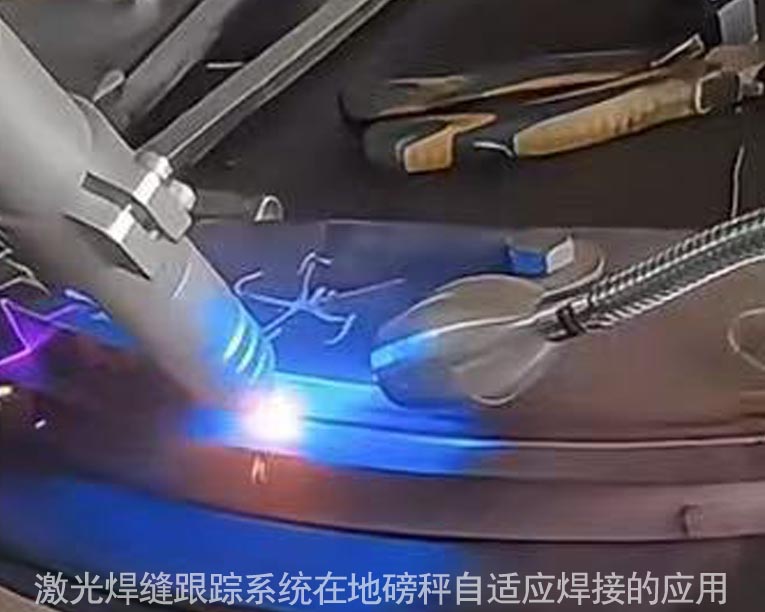
激光焊缝跟踪传感器针对焊缝位置实时检测问题
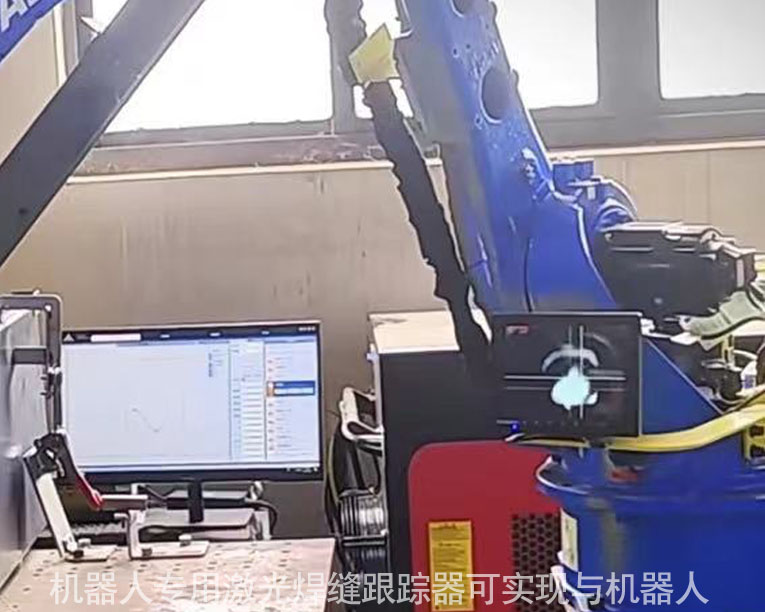
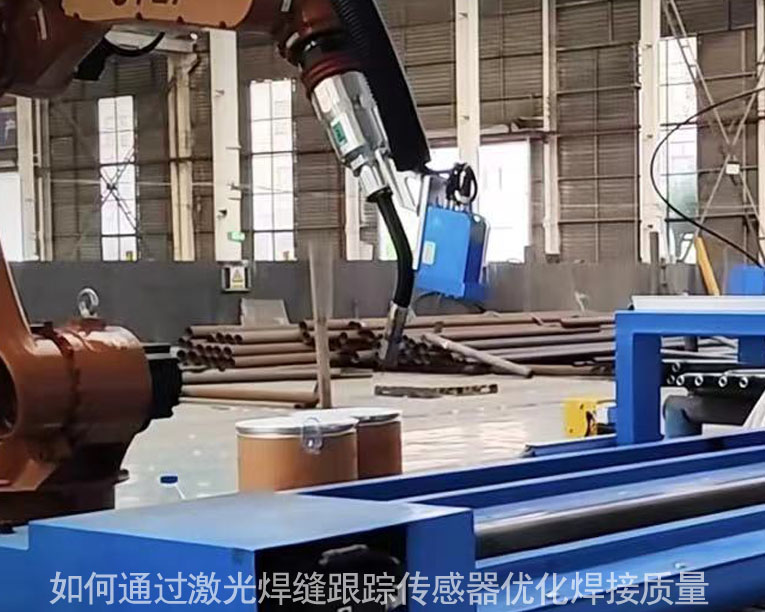
焊接自动化是焊接技术发展的方向,焊缝跟踪是实现自动化焊接的主要方法之一,通过实时检测焊缝的轮廓和位置,根据位置和几何信息控制焊接机器人进行自动跟踪焊接。激光视觉传感技术作为主动测量技术,具有非接触、精度高、速度快等优点,因而能够应用于实时的焊缝跟踪系统当中。 解决弧光和飞溅的干扰问题是激光视觉测量的难点,特别是当干扰噪声与激光条纹交织在一起时,问题更加复杂。激光焊缝跟踪传感器,根据弧光光谱分布特点选择激光的波长,采用特定图像处理算法去除弧光、飞溅干扰,提取激光条纹中心线,根据三角测量法计算焊缝轮廓的三维坐标,精度高,理论上可以达到0.01mm,也能在大电流焊接等存在强感染情况下,获得正确测量数据,保持稳定运行。 激光焊缝跟踪传感器主要由线激光发射器、CMOS传感器和工业控制计算机等组成。工作时,线激光发射器产生的激光平面与焊缝表面相交形成一条激光条纹,激光条纹的形状随焊缝轮廓变化而变化,能够反映焊缝轮廓的几何特征,由传感器采集激光条纹的图像通过以太网传输给计算机,经过增强、二值化、去噪、细化和去除噪声骨架等图像处理后获得激光条纹的中心线,由中心线的像素坐标计算出对应焊缝轮廓基于传感器测量坐标系的三维坐标。 图像增强的目的是凸显激光条纹特征同时抑制灰度值较低的弧光和飞溅噪声,便于后续的二值化处理。图像经过二值化处理使激光条纹中散布的灰度值较低的点被去除,导致激光条纹内部存在暗孔和裂缝,需要作平滑处理。图像后处理的目的就是将图像前处理的残余噪声去除,同时提取激光条纹的中心线。第一,细化图像获得单像素宽度的图像骨架;第二,通过去除骨架的分支点和检测拐点,将骨架分割成若干部分,分割后每部分近似于线段;第三,对每一部分进行直线拟合,求出拟合直线的斜率;第四,将斜率不在特定范围内的部分去除,剩下的部分就是激光条纹的骨架,即激光条纹中心线。 细化处理是指通过一层一层地删除图像的边缘像素,直到获得图像的骨架。通常情况下,焊缝轮廓的形状变化很小或者是逐渐变化的,因此传感器采集的相邻两幅图像中,激光条纹的形状变化很小。如果将条纹的骨架分割为若干近似线段,则各线段的斜率变化相应也很小。 经过以上处理的图像能获得完整的焊缝轮廓三维数据,并满足焊接环境下的焊接实时性要求。 钨极惰性气体保护焊焊接的电弧光谱图中,紫外到红外光谱频域分布中均存在三个相对光谱强度较弱的波段,分别为440-480、610-700、850-950nm。因此,如果激光波长选择在这三个波段内,再配合对应的滤光片就能有效减少弧光对激光成像的干扰。焊接过程所产生的烟尘直径一般要比可见光波大,根据波的衍射性质,波长与障碍物尺寸越接近,衍射作用越强。因此,可见光中红光穿透烟尘能力最强。【华东】俞工:13515556167 【华中】夏工:18511589958 【华北】钊工:18552907035 【西南】付工:15902859219 【东北】孙工:15862217721
地址: 北京,南京,佛山
![]()
敏越科技
让机器更智能
ENGLISH