

- 某湖北制造商,制造类型主要是大型桥梁钢结构体,焊接工件材料是Q235碳钢,工件尺寸高达2.8米X1米,用于钢结构建筑立柱。
- 工作站采用,单工位KUKA机器人底座横向外部轴结构,通过人工用吊机摆放工件到工作台面上,机器人加工焊接完成后由人工吊走。

Y型焊接工件图

人工定位点焊图
- 工件拼接部分由人工前期点焊,每道焊缝没法拼接到同一个位置,存在2~5mm装配误差。
焊缝细节图
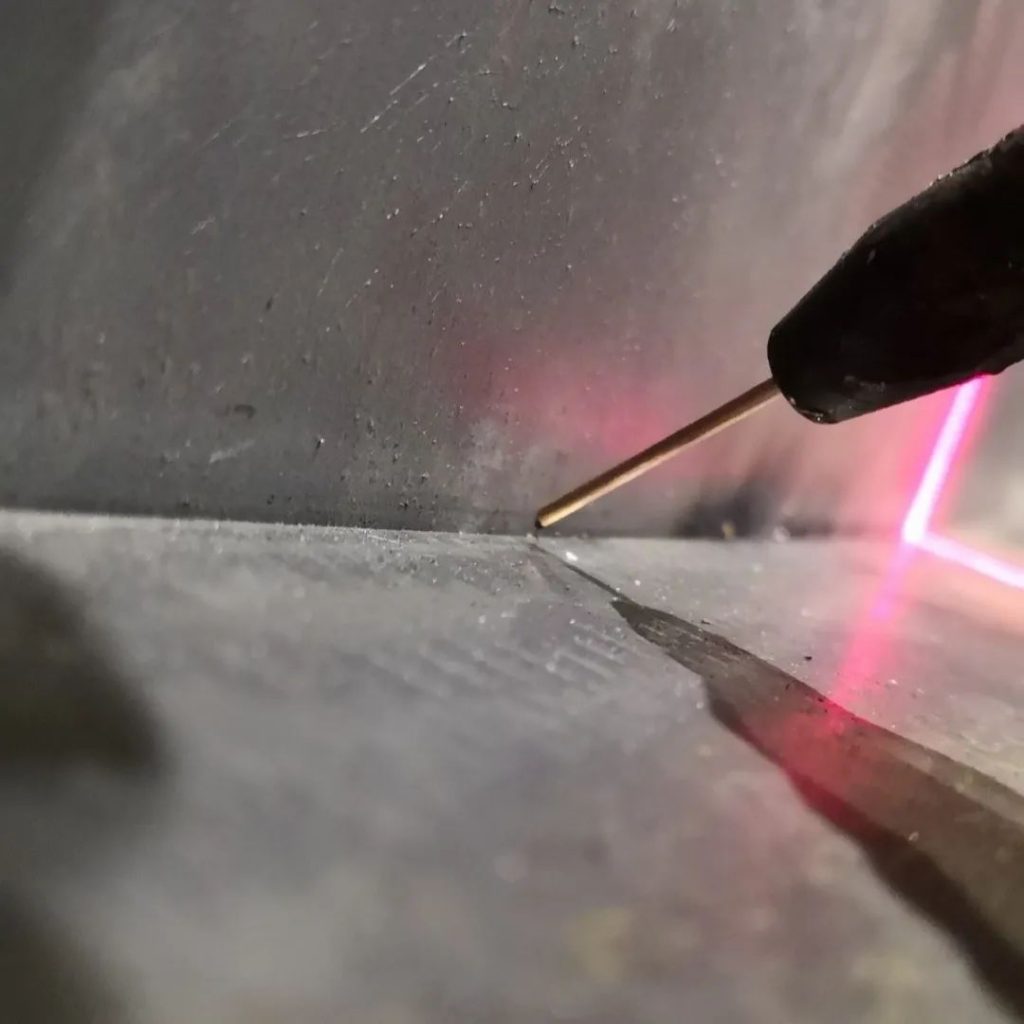
- 工件焊缝上有不同大小的人工焊接焊点位置,这时需要传感器跟踪算法过滤调整空缺路径,让机器人精准行走在焊缝上。

跟踪过程图

跟踪拐角图
- 跟踪工件圆弧位置时需要变换机器人姿态,同时跟踪器需要实时修正姿态误差。

焊接效果图
- 工件焊接特征上带有各种不规则圆弧过渡,对于机器人变化姿态跟踪,存在不同程度的姿态误差,需要跟踪器实时纠正。

焊接效果图
- 实现精准焊接,焊脚均匀,折弯处过度圆滑,圆弧位置焊接轨迹精准。
案例视频





